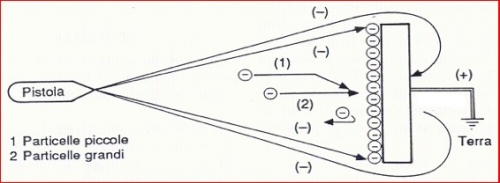
LA TECNOLOGIA ELETTROSTATICA
La tecnologia elettrostatica è stata applicata ai sistemi di verniciatura per ridurre i consumi di vernice, i tempi di applicazione e l’over spray.
Tutte le tecnologie di spruzzo, sia in alta che in bassa pressione, sia manuali che automatiche, possono essere “trasformate” in elettrostatico.
Ciascuna richiederà, a seconda dell’impianto e del prodotto verniciante, accorgimenti dedicati ad ottenere un sistema sicuro ed un valore di efficienza di trasferimento il più elevato possibile.
Per
efficienza di trasferimento (TE) si intende la quantità, espressa in percentuale, di prodotto che si appoggia sul pezzo rispetto alla quantità spruzzata. Il valore di TE varia in funzione della conformazione del pezzo, dei parametri di lavoro (portate, misure ugelli, portate aria) e delle caratteristiche della vernice.
L’APPLICAZIONEIl progetto, considerati i vantaggi ottenibili ed alcune criticità che si potevano incontrare (finitura, gradi di copertura …), è stato affrontato in cinque fasi:
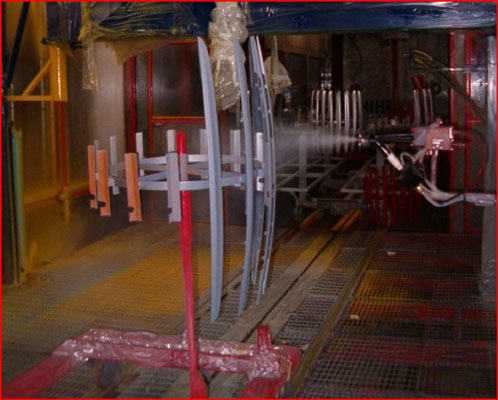
1) Test funzionalità prodotti e processi c/o laboratorio PPG di Quattordio (AL): applicazione, con pistole tradizionali, del primer conduttivo e l’applicazione, in elettro-statico, delle basi, sia metallizzate che pastello, e del trasparente su particolari (blende BMW) montati su attacchi (bilancelle) forniti da Plastal S.p.A.
2) Replica del suddetto test in produzione su impianto Sprimag nello stabilimento di Oderzo (TV)
3) Inserimento, verifica applicazione e taratura PRIMER CONDUTTIVO
Per verniciare in elettrostatico manufatti in plastica necessitava l’applicazione in prima cabina di un primer in grado rendere conduttivo il pezzo: in collaborazione con PPG abbiamo identificato un prodotto in grado di soddisfare la maggior parte delle materie plastiche prodotte da Plastal S.p.A. (ad eccezione del PBT-PET, che riguarda una produzione ridotta, su cui si sta ancora studiando l’eventuale aggiunta di alcuni additivi).
Il primer conduttivo è stato applicato con le stesse attrezzature utilizzate per il primer tradizionale, non richiedendo ulteriori investimenti.
4) Installazione, collaudi e prove di verniciatura, pistole elettrostatiche in terza cabina (TRASPARENTE). In questa fase 4 pistole tradizionali sono state sostituite da 2 elettrostatiche. A fine test le attrezzature sono entrate in produzione.
5) Installazione, collaudi e prove di verniciatura, pistole di verniciatura in seconda cabina (BASI). In questa fase 4 pistole tradizionali sono state sostituite da 2 elettrostatiche abbinate, a seconda del tipo di pezzo da verniciare ad una o due tradizionali. Questo accorgimento si è reso necessario al fine di garantire un’ottima finitura superficiale anche con prodotti a base metallizzata (le particelle di metallo contenute nella vernice tendono, con l’effetto elettrostatico, ad orientarsi in un’unica direzione; il mix di applicazione elettrostatico – tradizionale garantisce un risultato qualitativamente elevato). A fine test le attrezzature sono entrate in produzione.